
 español
español









aplicación de los sellos de tornillo de bloqueo JST?
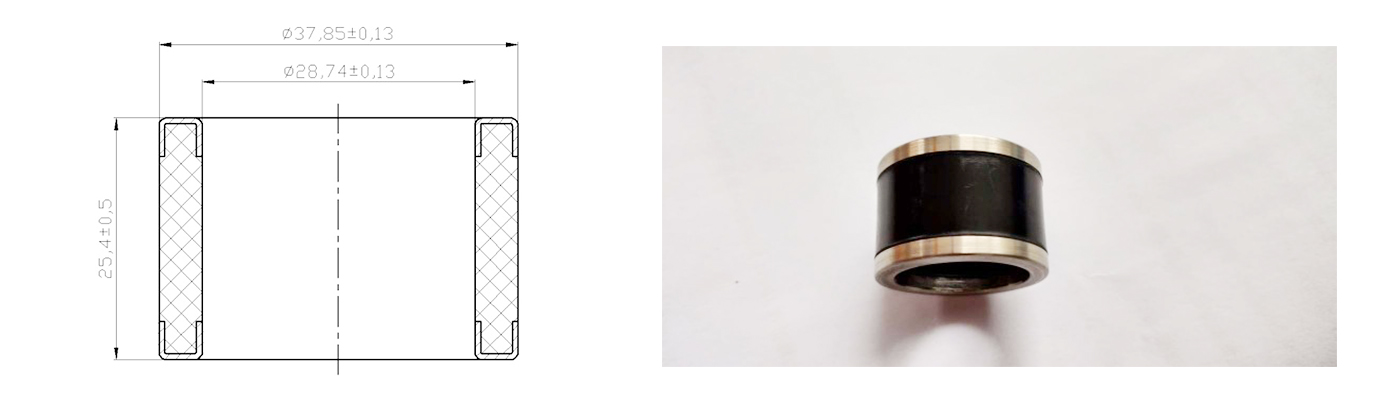
sellos de tornillo de bloqueo , también llamado embalaje de tornillo de bloqueo está hecho de elastómero y dos tapas de extremo de metal SS. proporciona un sello confiable en múltiples rangos de presión y entornos de servicio.
jst ha realizado la prueba PR2 para calificar el elastómero/ embalaje de tornillo de bloqueo de metal a 20,000 psi en un rango de temperatura de -50 a 350ºF. esta prueba consistió en una prueba a prueba de gas nitrógeno de 20,000 psi junto con una prueba de ciclo API PR2 a 20,000 psi.
1 condiciones de prueba
1) producto: sellos de tornillo de bloqueo 1.132X1.495X1”
2) material: HNBR relleno de fibra de vidrio + tapa de acero inoxidable 316
3) temperatura: -46 ℃ ~ 177 ℃ (-50 A 350 ℉)
4) presión: 20000 psi
5) medio de prueba de gas: N2
6) medio de prueba hidrostática: N2
7) tipo de sellado: sello estático
2 producto
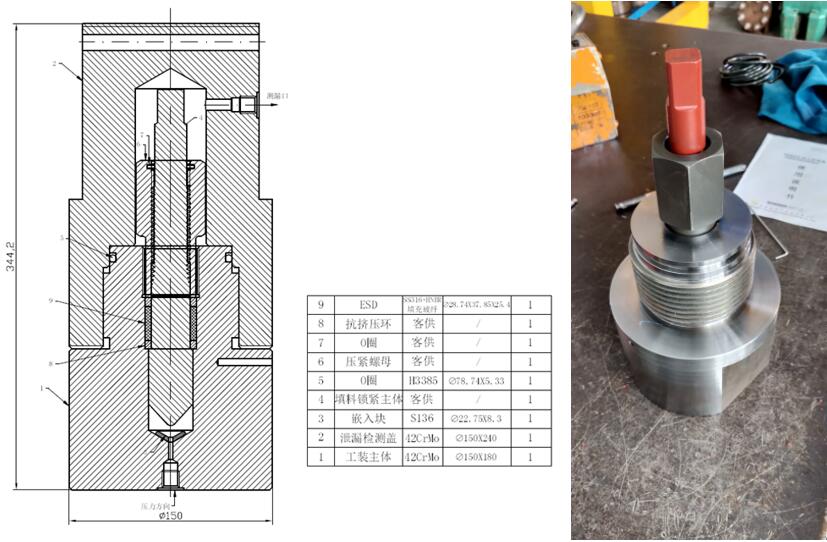
3 accesorio y montaje
4 procedimiento de prueba
4.1 prueba de prueba ambiental (par mínimo 677.5 N.M, par máximo 1084N.M)
4.1.1 inserte el conjunto de empaque LDS en el accesorio, fije el accesorio, utilice una llave dinamométrica para apretar la tuerca de compresión del empaque LDS en el sentido de las agujas del reloj con un par de 800 N.M .
4.1.2 registre el par operativo del cuerpo LDS.
4.1.3 conecte la línea N2 al accesorio, coloque el accesorio en el horno.
4.1.4 aplique 20000 psi con incrementos de 5000 psi al accesorio. mantenga la presión de 20000 psi durante 15 minutos y controle la línea de burbuja en busca de fugas. si la prueba es exitosa, continúe con PR2 prueba.
4.1.5 si se produce una fuga, apriete la tuerca de la caja de prensaestopas de torsión del empaque LSD a 813N.M. repita los pasos 1.2 a 1.4.
4.1.6 si es necesario, repita los pasos 1.2 a 1.4, aumente los pares de torsión en la tuerca del prensaestopas en incrementos de 67.75N.M hasta los sellos de empaque o el torque de la tuerca de la caja de empaque alcanza 1084N.M.
4.2 Preparación de la prueba API PR2:
4.2.1 instale la junta tórica y el anillo de respaldo en la ranura del cuerpo, enrosque la tapa de detección de fugas en el accesorio y configure la presión de gas N2 y las líneas de detección de fugas. conecte termopares a las dos ubicaciones en el cuerpo del accesorio .
5 procedimiento (según API 6A apéndice F PR2)
5.1 Prueba de retención de presión a temperatura ambiente (temperatura ambiente, 20000 psi)
5.1.1 aplique 20000 psi al dispositivo y manténgalo así durante 15 minutos.
Prueba de presión 5.2 a la temperatura nominal máxima (177 ℃/350 ℉, 20000 psi)
5.2.1 libere la presión y caliente el dispositivo a 177 ℃/350 ℉.
5.2.2 aplique 20000 psi al empaque y mantenga la presión durante una hora.
Prueba de presión 5.3 a la temperatura nominal mínima (-46 ℃/-50 ℉, 20000 psi)
5.3.1 libere la presión y enfríe el dispositivo a -46 ℃/-50 ℉.
5.3.2 aplique 20000 psi al empaque LDS y mantenga la presión durante una hora.
5.3.3 libere la presión y caliente el dispositivo a 27 ℃/80 ℉.
Prueba de ciclo de temperatura y presión 5.4 (-46 ℃/-50 ℉, 20000 psi)
5.4.1 aplique 12000 psi a 27 ℃/80 ℉, eleve la temperatura a 177 ℃/350 ℉, mantenga la presión a 10000-20000 psi durante el proceso de calentamiento, y aplique 20000 psi cuando la temperatura es estable a 177 ℃/350 ℉;
5.4.2 con presión en el accesorio, mantenga la temperatura a 177 ℃/350 ℉ durante una hora;
5.4.3 baje la temperatura a -46 ℃/-50 ℉, mantenga la presión a 10000-20000 psi durante el proceso de enfriamiento, y aplique 20000 psi cuando la temperatura sea estable a -46 °C/-50 °F;
5.4.4 con presión en el accesorio, mantenga la temperatura a -46 ℃/-50 ℉ durante una hora;
5.4.5 sosteniendo 20000 psi en el empaque, elevando la temperatura a 27℃/80℉, manteniendo la presión a 10000-20000 psi durante el proceso de calentamiento;
5.4.6 cuando la temperatura se estabilice en 27 ℃/80 ℉, libere la presión. caliente el accesorio a 177 ℃/350 ℉;
5.4.7 aplique 20000 psi al empaque y manténgalo presionado durante una hora, y luego libere la presión;
5.4.8 enfríe el dispositivo a -46 ℃/-50 ℉;
5.4.9 aplique 20000 psi al empaque y mantenga la presión durante una hora, y luego libere la presión;
5.4.10 calentar el dispositivo a temperatura ambiente;
5.5 temperatura ambiente y prueba de mantenimiento de alta presión (temperatura ambiente, 20000 psi)
5.5.1 aplique 20000 psi al empaque y mantenga la presión durante una hora.
5.6 Temperatura ambiente y prueba de mantenimiento de baja presión (temperatura ambiente, 2000 psi)
5.6.1 libere la presión y vuelva a aplicar 2,000 psi al empaque y manténgalo así durante una hora.
5.7 libere la presión y desmonte el accesorio de prueba.
6 estándares de aceptación
durante cada período de mantenimiento de la presión, ninguna fuga visible o caída de presión debe ser inferior al 5 % o 3.45 mpa (500 psi) de la presión de prueba,, la que sea menor de las dos como aceptación.
7 conclusión de la prueba
El rendimiento pr2 de los sellos de tornillo de bloqueo pasa API 6A, 21.ª edición, anexo F PR2 a temperatura L-X (-46 ℃ ~ 177 ℃ (-50 a 350 ℉)) y presión de trabajo de 20000 psi con gas como medio de prueba.
Nuevo blog



Para Consultas sobre nuestros productos o su lista de precios, por favor, déjanos a nosotros y estaremos en contacto dentro de las 24 horas.



 No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
© Derechos de autor: 2026 Guangzhou JST Seals Technology Co., Ltd. Reservados todos los derechos.
Escanear a WeChat




